公司产品
Company Product-
湖南大型铸铁平板定制,铸铁检测平板平台
来源:泊头市益昊自动化设备有限公司时间:2023-03-08 [举报]
焊接平板材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,耐磨性能好。
焊接平板精度:按国家标准计量检定规程执行,分别为1、2、3三个等级。
注意事项
1、铸铁平板在潮湿的环境下很容易生锈,长时间不用可以用黄油涂抹然后盖上纸,铸铁平板的工作面不生锈,在使用中应注意避免坚硬的工具敲打铸铁平台的工作面,来,铸铁平板的工作面精度。
2、为了防止铸铁平板发生变形,工件检验完毕或划线完毕后,要把工件拿开,不得长时间放在平台上。
3、好用木板制作的一个罩(平台的外包装即可),不用平台时,用罩子将平台的工作面罩住。严禁水滴在铸铁平台、平板的工作面上。
4、铸铁平板要实行周期检定,检定周期要根据使用的具体情况确定,一般情况为1年。
5、在使用铸铁平板的过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放 。
质量检测
1、工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应清除型砂、且表面平整,涂漆牢固。各棱边应修钝。在精度等级低于“00”级的平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
3、相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现工作面的凸起现象。
5、应采用细颗料的灰口铸铁或合金铸铁制造。
6、工作面的硬度应为HB 170-220。
7、工作面应采用刮削工艺,对于“3”级平板工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um
8、应经过稳定性处理和去磁。
铸造工艺规程是指导生产的技术文件,它既是进行生产技术准备科学管理的依据,又是工厂工艺技术经验的结晶。因此,铸造工艺规程编制的好坏,对铸件质量、生产效率和铸件成本起着决定性的作用。
铸造工艺规程的完备和细致程度,取决于工厂的生产条件和生产性质。例如,大批量生产的铸件,工艺规程可以编得完备些和细致些。单件小批生产或不太重要的铸件,则可以简单些。所以格式不可能统一,形式也是多种多样。
铸造工艺规程,一般可以分为两类,一类是通用性的,即对铸造过程中的各个主要环节,例如,对型(芯)、砂型(芯)的烘干、合型浇注、合金、熔炼、落砂清理等,可制定通用性的(对每一个铸件都适用的)工艺规程。另一类是对每一个铸件,根据其各自的要求,设计出工艺图或工艺卡等。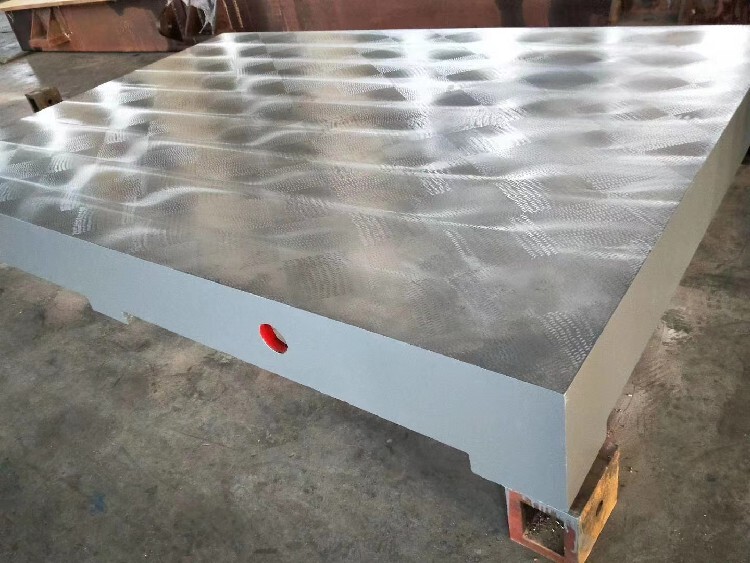
铸铁平台的生产制造工艺流程及其注意事项:
1、进行烘干:对于干模造型烘干工艺,要按操作规程进行操作,烘干时间为8h以上,以防因烘干不透而造成砂、气孔等缺陷。
2、制作模样:模样是铸造生产主要的工艺装备,也是铸造生产的_道工序,在_几何尺寸的同时。也要考虑生产规模及使用方便性。在制作过程中要考虑的是其工艺结构和性能。一方面提高生产率,另一方面要_质量。在使用过程中要检验模样的完整性,无缺陷使用。如果有缺陷要经过修理后才能够使用。起模时要注意敲击力度,铝模要垫木块进行敲击,减少铝模的受损程度。
3、合理的工艺:操作者要严格按工艺过程进行操作,历求量具铸件结构使模样制造简单方便,使分型面数目少,具有拔模斜度,砂芯数量要少,有合理的壁厚,连接处要有过渡。选择合理的浇注系统,使量具铸件顺序凝固,以得到组织均匀的量具铸件。
铸铁平台的保养
1.为了防止铸铁平台发生有害的变形,在安装铸铁平台时,要将支承支在主支点处。支承时,尽量将铸铁平台的工作面调整到水平面内。
2.为了防止铸铁平台发生变形,检验完毕或划线完毕后,要把工件抬下来,不得长时间放在平板上。
3.使用完毕,要及时擦净平板的工作面,然后涂上一层防锈油。如果比较长时间不用,涂上一层黄油,然后铺一层白纸。
4.用木板制作的一个罩,不用平板时,用罩子将平板罩住。严禁水滴在铸铁平台上。
5.平板要实行周期检定,检定周期要根据使用的具体情况确定,一般为1年。标签:湖南大型铸铁平板,天津铸铁平板,铸铁平板厂家,铸铁平板型号责任编辑:赵经理
上一条: 下一条:天津斜铁Q235批发